Colour fastness is one of the important factors in case of buyers demand. The outstandingly important property of a dyed material is the fastness of the colour (Warring and Hallas, 1990). Colour fastness refers to the resistance of colour to fade or bleed of a dyed or printed textile materials to various types of influences e.g. water, light, rubbing, washing, perspiration etc. to which they are normally exposed in textile manufacturing and in daily use ( Troutman, 1995). A lot of articles have been written on colour fastness. In 1947, ISO (International Organization for Standardization) made colour subcommittee to grade fastness: light fastness is 1-8 and other fastness is 1-5 (Nkeonye, 1990).
Textile printing is a process through which a pattern, colour, or combination thereof is applied to the surface of a textile material. When a fabric is dyed, all the fibres absorb the dye and assume the designated colour (Nkeonye, 1992). With textile printing, however, only the surface fibres or specified area of the textile receives the colour or pattern. As a result, the colour is not applied uniformly but in selected regions. Textile printing enables textile manufactures to achieve various aesthetics, from complex geometric patterns to more simple designs.
In a proper printed fabric, the colour is affixed to the fibre, so that it may not be affected by washing and friction. Whether a fabric is dyed or printed can be known by examining the outline of the design. On a printed fabric, the outline of a design is sharply defined on the outer side (Bird and Boston, 1976). The design generally does not penetrate to the back of the cloth However, the design may show up on the reverse side of transparently thin fabrics. These fabrics may be confused with the woven designs where yarn dyed warp and filling are used. If the design is printed on such a fabric, the yarns will show some areas on which colour is not equally distributed (Giles, 1974).
The Dyes used for printing mostly include vat, reactive, naphthol and disperse colours which have good fastness properties (Venkataraman, 1978). The pigments, which are not truly dyes, are also used extensively for printing. These colours are fixed to the fibre through resins that are very resistant to laundering or dry cleaning. Pigments are among the fastest known colours and are effective for light to medium shades. If used f or applying dark colours, they may crock or rub off. Improved resins, better pigments or more effective anticrock agents must be used to solve this problem (Http//www.co.cattech 1/12/2009). Cheap prints are made from basic colours mixed with tartar emetic and tannic acid but they are not acceptable in today’s market. For cotton printing vat and reactive dyes are generally used. Silk is usually printed with acid colours (David and Taylor, 1999). Wool is printed with acid or chrome dyes but before printing it is treated with chlorine to make it more receptive to colours. Man-made fibres are generally printed with disperse and cationic dyes (Giles, 1974).
Method of Wash Fastness:
As the sample to be tested is in fabric form a piece measuring 10cm by 4cm was cut from each of the printed fabrics. The specimen to be tested was placed between two specified pieces of undyed cloth measuring 5cm by 4cm, and the three pieces were held together by stitching round the edges, leaving 5cm by 4cm of the printed sample exposed. The pieces of the undyed cloth enable the degree of staining during test to the assessed.
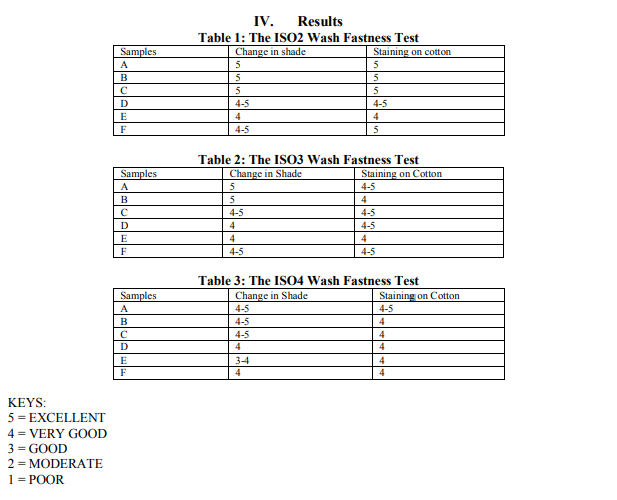
The ISO currently recommended five (5) tests intended to provide information over the whole range of domestic and commercial washing conditions. These test increase in severity from No1 – No5, but in the case of this study the sample were subjected to three ISO tests conditions. These are ISO test No2, No3, and No4. For ISO2, the sample was washed with 5g/l of soap in a solution with liquor ratio 50:1, at a temperature of 50?C, for 45mins, then rinsed properly with water and dried. For ISO3, the sample was washed with 5g/l of soap and 2g/l of soda ash in a solution of liquor ratio 50:1, at a temperature of 60?C for 30mins, followed by rinsing and drying. In ISO4, the sample was washed with the same liquor ratio of soap solution at a temperature of 95?C for 30mins followed by rinsing and drying. The change in colour of the tested specimen and the staining of the adjacent undyed cloths were assessed with the appropriate grey scales.
Method of Light Fastness:
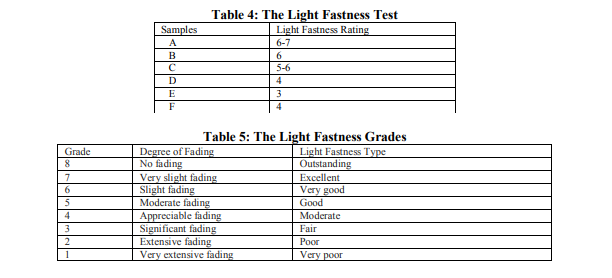
The artificial light source method of determination of light fastness was used in this study. The specimen and the blue standard were exposed behind a glass and inserted into the light fastness testing machine. Exposure was carried out for 48hrs. Exposure was terminated after the contrast between the exposed and the unexposed portion of the specimen is equal to the grades on the grey scale, for assessing change in colour. Change in colour was assessed by comparing the tested fabric and original fabric under a white light with the blue standard as reference.
Discussion Of Results:
Assessment of staining The degree of staining of the adjacent white (undeyed) cloth during test is assessed using the Grey Scale for assessing staining. This Grey Scale consist of nine pairs of pieces of card, numbered 5, 4-5, 4, 3-4, 3, 2-3, 2, 1-2, 1, where 5 is a pair of white and the others consist of a white and grey, giving a series of contrasts increasing in geometric progression. No.1 shows the highest contrast (36.2 CIELAB units) and No.5 zero contrast. The contrast between the original undeyed material and that subjected to the test as part of the composite is rated with the aid of the scale in the manner as in the assessment of change in colour. Intermediate ratings are also made. Staining is assessed without reference to the depth of colour of the specimen.
Light fastness:
The variability of the emission from light sources, both natural and artificial, and the variability of exposure conditions (e.g temperature, humidity) in the case of daylight makes it difficult to know the exact conditions of exposure and to reproduce them precisely, unlike in the case of other fastness determinations(e.g. washing, etc.). Hence the grey scales cannot be used as standards of reference. Rather, standard dyed material of known light fastness exposed alongside the specimens under test serve as scales for the assessment of light fastness.
The ISO standards are eight blue dyeings on wool cloth, each produced with a different dye, and whose light fastness range from No.1 (very low light fastness) to No8. ( very high light fastness), each standard being approximately twice as fast as the one below it.
Under the ISO2 wash fastness test, the foreign fabrics show excellent wash fastness property, this is probably due to the state of the colourant inside the fibre, as prints of Vat dyes, ingrain dyes and azoic combinations show very high fastness to wet treatment due primarily to the fact that the prints inside the fibre is in form of relatively large particles of water insoluble colourants. Also high fastness to prints of reactive dyestuffs on cellulosic fibre is due to the covalent linkage of the dye and fibre achieved by the colouration process. Thus vat dyes and reactive dyes are expensive to purchase and manufacture the relative cost of the foreign fabrics. However the local fabrics show very good fastness rating in the ISO2 wash fastness test as compared to the foreign which has an excellent rating. This might be due to the presence of foreign substances on the fibre e.g. delustrants (such as TiO2), residual dyeing assistants and substances added to deliberately improve fatness to particular agencies.
When the washing conditions were altered by introducing soda ash and increasing the temperature, it was observed that the wash fastness rating dropped for both local and foreign fabrics in the ISO3 and ISO4 test.
In ISO3 wash fastness test, the result showed that the foreign fabrics A and B maintained their excellent wash fastness rating in change of colour assessment but drops slightly to very good when assessing for staining.
However the local fabrics which were intermediate between excellent and very good (4-5) drops slightly but still shoe very good fastness characteristics in both change in colour and staining test of the ISO3.
In the ISO4 wash fastness test, result shows that with the increase in temperature from 60?C-90?C the fastness rating drops for both foreign and local fabric. While most of the local fabrics show an intermediate rating between good and very good (3-4), the foreign fabrics drops from excellent to very good when compared with the ISO3 test result of change in shade. In the staining on cotton results, both the local and the foreign maintain a very good wash fastness rating.
In the light fastness result shows that the foreign fabrics have a higher light fastness characteristics as compared to the local one, this might be due to the chemical structure of the colourant because the resistance of a dye or pigment to chemical or photochemical attack is directly related to its chemical structure. Dyes with large chemical structure exhibit higher light.
Conclusion:
It can be concluded that the difference in wash and light fastness properties between the foreign and local fabrics after evaluation was minimal. They differ only slightly in both wash and light fastness, when measured using a grey scale. However, the foreign fabrics show a higher fastness property both to washing and light as compared to the local fabrics which show a good fastness property. Thus, it was found that the local fabrics do not differ greatly in light and wash fastness properties to those of the foreign fabrics.